Ultrasonic ဟွန်းultrasonic နည်းပညာ၏ အလေးနက်ဆုံး ရှုထောင့်များထဲမှ တစ်ခုဖြစ်သည်။နှစ်ပေါင်းများစွာ ဒီဇိုင်းနှင့် ဖွံ့ဖြိုးတိုးတက်မှု အတွေ့အကြုံများနှင့်အတူပင်၊ တင်းကျပ်သော စမ်းသပ်မှုနှင့် အရည်အသွေးထိန်းချုပ်မှုမှသာလျှင် အကောင်းဆုံးကို ထုတ်လုပ်နိုင်မည်ဟု ကျွန်ုပ်တို့ အခိုင်အမာ ယုံကြည်ပါသည်။ ဂဟေခေါင်း၎။ကျွန်ုပ်တို့၏ အင်ဂျင်နီယာများသည် ထုတ်ကုန်များ၏ ဖောက်သည်များ၏ လိုအပ်ချက်များနှင့်အညီ ပြီးပြည့်စုံသော စက်ပိုင်းဆိုင်ရာလက္ခဏာများနှင့် ပေါင်းစပ်ထားသော acoustic ဝိသေသလက္ခဏာများကို ဂဟေဆော်ပေးမည်ဖြစ်ပါသည်။ultrasonic ပုံစံခွက်သော့ပါရာမီတာတစ်ခုဖြစ်ပြီး၊ ultrasonic မှို လွှဲခွင်သတ်မှတ်ချက်သည် လက်တွေ့တွင် အလွန်အရေးကြီးပါသည်။
မှိုလွှဲခွင်ကန့်သတ်ချက်ဒီဇိုင်း- ဂဟေပစ္စည်းများအတွက် ပမာဏသည် ferrochrome ၏ အပူချိန်နှင့် ညီမျှသော သော့ချက်ပါရာမီတာဖြစ်ပြီး၊ အပူချိန်သည် ပေါင်းစပ်မှုသို့ မရောက်နိုင်၊ အပူချိန်မြင့်မားလွန်းပါက ကုန်ကြမ်းများကို ပူလောင်စေမည် သို့မဟုတ် ဖွဲ့စည်းတည်ဆောက်ပုံဆိုင်ရာ ပျက်စီးမှုနှင့် ကြံ့ခိုင်မှုယိုယွင်းမှုဆီသို့ ဦးတည်သွားမည်ဖြစ်သည်။ကွဲပြားသော transducer ၏ရွေးချယ်မှု ကွဲပြားခြင်းကြောင့်၊ transducer အထွက်ပမာဏသည် မတူညီသော ပမာဏနှင့် welding head နှင့် အံဝင်ခွင်ကျဖြစ်ပြီး လိုအပ်ချက်များနှင့် ကိုက်ညီစေရန် ဂဟေဆော်ခေါင်းအား ချိန်ခွင်လျှာ၏ အမှားပြင်ဆင်ခြင်းကို လုပ်ဆောင်နိုင်သည်၊ များသောအားဖြင့် transducer output amplitude သည် 10-20 ဖြစ်သည်။ microns၊ နှင့် ယေဘုယျအားဖြင့် 30 microns ခန့် အလုပ်လုပ်သော ပမာဏနှင့် amplitude နှင့် welding head ပုံသဏ္ဍာန်ထက် ဂဟေခေါင်း၏ လွှဲခွင်ပြောင်းလဲမှု၊ ဧရိယာအချိုးမပြီးမီနှင့် အခြားအချက်များဖြစ်သည့် exponential amplitude variation ကဲ့သို့သော ပုံသဏ္ဍာန်၊ အလုပ်လုပ်ပုံ၊ ပမာဏ ကွဲလွဲမှု၊ လှေကား အမျိုးအစား ပမာဏ ကွဲလွဲမှု စသည်တို့သည် အချိုးအပေါ် ကြီးမားသော သက်ရောက်မှု ရှိသည်၊ ဧရိယာ အချိုးသည် စုစုပေါင်း အချိုးအစား ရှေ့နှင့် ပြီးနောက် အချိုးအစား ဖြစ်သည်။မတူတာကို ရွေးရင်ultrasonic ဂဟေစက်အရိုးရှင်းဆုံးနည်းလမ်းမှာ amplitude parameter ၏တည်ငြိမ်မှုကိုသေချာစေသည့်ဂဟေခေါင်း၏အချိုးအစားအတိုင်းပြုလုပ်ရန်ဖြစ်သည်။

မှိုကြိမ်နှုန်း ကန့်သတ်ချက်ဒီဇိုင်းUltrasonic ဂဟေဆော်သူ20KHz၊ 40khz အစရှိသည့် ဗဟိုကြိမ်နှုန်း ရှိသည်။ အလုပ်လုပ်သည့် ကြိမ်နှုန်း၊ဂဟေစက်များTransducer၊ Booster နှင့် Horn တို့၏ စက်ပိုင်းဆိုင်ရာ ပဲ့တင်ထပ်နှုန်းဖြင့် ဆုံးဖြတ်သည်။အလားတူအောင်မြင်ရန် ဂျင်နရေတာ၏ ကြိမ်နှုန်းကို စက်ပိုင်းဆိုင်ရာ ပဲ့တင်ထပ်သည့် ကြိမ်နှုန်းအတိုင်း ချိန်ညှိသည်။ဟိဂဟေခေါင်းပဲ့တင်ထပ်နေသော အခြေအနေတွင် အလုပ်လုပ်ရန် ပြုလုပ်ထားပြီး အစိတ်အပိုင်းတစ်ခုစီကို လှိုင်းအလျား ၁ နှစ်ခွဲခန့် ပဲ့တင်ထပ်သံအဖြစ် ဒီဇိုင်းထုတ်ထားသည်။ဂျင်နရေတာနှင့် စက်ပိုင်းဆိုင်ရာ ပဲ့တင်ထပ်သောကြိမ်နှုန်း နှစ်ခုစလုံးတွင် ဂဟေစက်သည် ပုံမှန်အတိုင်း အလုပ်လုပ်နိုင်သည့် ယေဘူယျဆက်တင်ဖြစ်သည့် ±0.5 KHz ကဲ့သို့သော ပဲ့တင်ထပ်သော လုပ်ဆောင်မှုအတိုင်းအတာတစ်ခုရှိသည်။ဂဟေခေါင်းတစ်ခုစီကို ပြုလုပ်သောအခါ၊ ပဲ့တင်ထပ်သောကြိမ်နှုန်းကို ချိန်ညှိပေးမည်ဖြစ်ပြီး ပဲ့တင်ထပ်ကြိမ်နှုန်းနှင့် ဒီဇိုင်းကြိမ်နှုန်းကြား အမှားသည် 0.1khz ထက်နည်းရန် လိုအပ်သည်။ဥပမာအားဖြင့်၊ 20KHz ဂဟေခေါင်း၊ ဂဟေခေါင်း၏ကြိမ်နှုန်းကို 19.90-20.10khz တွင် ထိန်းချုပ်မည်ဖြစ်ပြီး အမှားအယွင်းမှာ 5‰ ဖြစ်သည်။
Mold vibration node ဒီဇိုင်းဂဟေဆော်ခေါင်းနှင့် ချောဆီတံကို အလုပ်လုပ်ကြိမ်နှုန်းဖြင့် လှိုင်းအလျားတစ်ဝက် ပဲ့တင်သံအဖြစ် ဒီဇိုင်းထုတ်ထားသည်။အလုပ်လုပ်သည့်အခြေအနေတွင်၊ အဆုံးမျက်နှာနှစ်ခု၏ ပမာဏသည် အကြီးဆုံးဖြစ်ပြီး ဖိစီးမှုအနည်းဆုံးဖြစ်ပြီး အလယ်တန်းအနေအထားနှင့်ညီမျှသော node တွင် ပမာဏသည် သုညနှင့် အမြင့်ဆုံးဖိစီးမှုဖြစ်သည်။ပုံသေ node အနေအထားအတွက် ယေဘူယျဒီဇိုင်းဖြစ်သော်လည်း အများအားဖြင့် ဒီဇိုင်းအထူ၏ ပုံသေအနေအထားသည် 3 မီလီမီတာထက် ကြီးနေသည်၊ သို့မဟုတ် groove ကို ပုံသေထားသောကြောင့် ပုံသေအနေအထားသည် သုညမဟုတ်ရမည်ဖြစ်ပြီး၊ ၎င်းသည် အချို့သောခေါ်ဆိုမှုများနှင့် စွမ်းအင်၏တစ်စိတ်တစ်ပိုင်းဖြစ်သည် ဆုံးရှုံးမှု၊ များသောအားဖြင့် အခြားအစိတ်အပိုင်းများနှင့်အတူ ရော်ဘာကွင်းဖြင့် သို့မဟုတ် အကာအကွယ်အတွက် အသံလျှပ်ကာပစ္စည်းများဖြင့်၊ Die amplitude parameters များကို ဒီဇိုင်းထုတ်သည့်အခါ စွမ်းအင်ဆုံးရှုံးမှုကို ထည့်သွင်းစဉ်းစားပါသည်။
အရောင်းရဆုံး 10 နှစ်ကျော်၊ စက်ချိန်ညှိခြင်းနှင့် ဂဟေဆက်ခြင်းအတွေ့အကြုံ၊ အမျိုးမျိုးသော စက်ကိရိယာများနှင့် ပလပ်စတစ်ဂဟေဆက်ခြင်းဆိုင်ရာ ဝိသေသလက္ခဏာများနှင့် ရင်းနှီးကျွမ်းဝင်မှု၊ သံမှိုဝိသေသလက္ခဏာများ၊ တိကျသောဒီဇိုင်းပုံစံမှို လွှဲခွင်၊ဖောက်သည်များအား စမ်းသပ်ဂဟေစမ်းသပ်မှုများကို ပေးစွမ်းနိုင်ပြီး တိကျသော ဂဟေရလဒ်များကို ပေးစွမ်းနိုင်သည့် သမားရိုးကျ စမ်းသပ်ဂဟေပုံစံမှိုများစွာရှိသည်။
အကြိမ်ရေ-ပစ္စည်းတစ်ခုစီ၏ transducer ၏ကြိမ်နှုန်းနှင့် ချောဆီတံတွင် အမှားအယွင်းများရှိနေပြီး ချိန်ညှိသည့်အကွာအဝေးသည် ယေဘုယျအားဖြင့် -0.6+0.1khz အတွင်းဖြစ်သည်။ထို့ကြောင့်၊ ဖောက်သည်သည် ကြိမ်နှုန်းကို မသတ်မှတ်သောအခါ ကျွန်ုပ်တို့သည် စံနှုန်းအနုတ် 0.25khz နှင့်အညီ ထုတ်ကုန်များကို ပြုလုပ်ပါသည်။ဥပမာအားဖြင့်၊ ကျွန်ုပ်တို့ပြုလုပ်သော 15KHZ မှို၏ကြိမ်နှုန်းသည် 14.75khz ဖြစ်သည်။20KHZ ၏ကြိမ်နှုန်းသည် 19.75khz ဖြစ်သောကြောင့် မည်သည့်ထုတ်လုပ်သူ၏စက်ပစ္စည်းကိုမဆို အသုံးပြုနိုင်ပါသည်။မှိုများကို အမှားအယွင်းအနည်းဆုံးဖြင့် အကြိမ်များစွာပြုလုပ်ထားကြောင်း ကျွန်ုပ်တို့အာမခံပါသည်၊ သို့မှသာ စက်ကိရိယာ၏ကြိမ်နှုန်းကို ပြန်လည်ချိန်ညှိရန် သို့မဟုတ် အနည်းငယ်သာ ချိန်ညှိရန်မလိုအပ်ဘဲ မှိုများကို အစားထိုးနိုင်စေရန် အာမခံပါသည်။
အတိုင်းအတာ-0.77um 0.56um 0.40um 0.35um 0.30um 0.25um (ယခင်အရာ၏ ကြိမ်နှုန်းနှင့် သက်ဆိုင်သည်)
ပမာဏအကြောင်း-စက်ကိရိယာတစ်ခုစီ၏စွမ်းဆောင်ရည်မညီမညာဖြစ်နေသောကြောင့်၊ အကောင်းနှင့်အဆိုးများရှိသောကြောင့်၊ ဖောက်သည်အသုံးပြုသောစက်ပစ္စည်းများ၏စွမ်းဆောင်ရည်နှင့်ဂဟေထုတ်ကုန်၏ပစ္စည်းများ၏စွမ်းဆောင်ရည်အရသင့်လျော်သောပမာဏကိုကျွန်ုပ်တို့ပြုလုပ်ပါမည်။
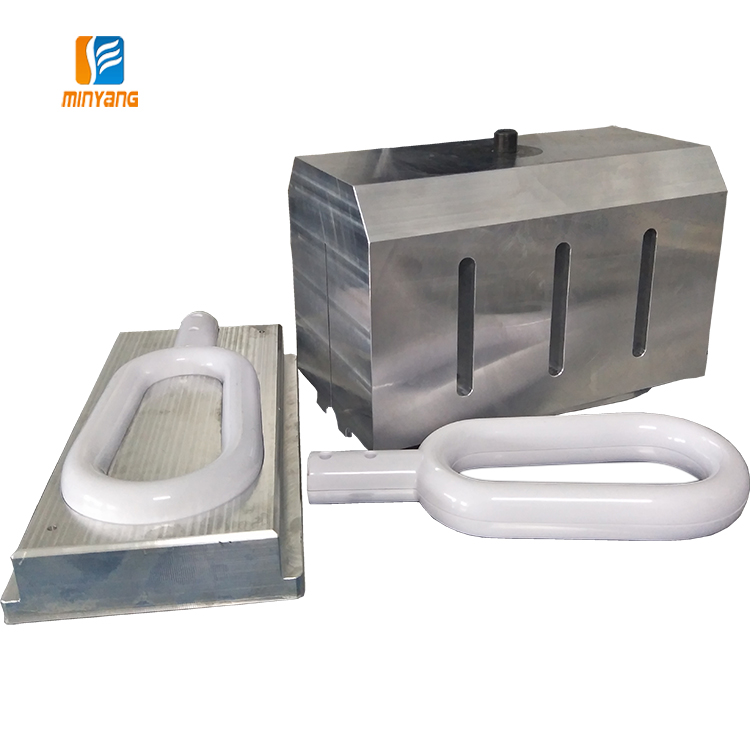
Mingyang ULTRASONIC EQUIPMENT CO., Ltd.ပရော်ဖက်ရှင်နယ် R&D၊ ထုတ်လုပ်ရေး၊ ရောင်းချမှု၊ ultrasonic စက်ကိရိယာ/ဒီဇိုင်း/ ultrasonic မှိုပူးပေါင်းဆောင်ရွက်မှုလုပ်ငန်းများ။အရည်အသွေးတိုးတက်စေရန်အတွက်၊ ကျွန်ုပ်တို့သည် CNC ကွန်ပြူတာထွင်းထုစက် ၅ လုံးကိုဝယ်ယူခဲ့ပြီး ဂဟေဆော်ခေါင်းဒီဇိုင်းကို အချိန်တိုအတွင်း အပြီးသတ်ရန်အတွက် ပုံသွင်းချိန်စက်ဝန်းကို တိုစေပါသည်။ယခုအခါတွင် အမျိုးမျိုးသော စံသတ်မှတ်ချက်များ အကြီးစားထုတ်လုပ်မှုနှင့် သက်ဆိုင်ရာ ဂဟေခေါင်းကို ထုတ်လုပ်ခြင်းအပြင် ကုမ္ပဏီတွင် ဂဟေခေါင်း (HORN) ဒီဇိုင်းနှင့် ထုတ်လုပ်ရေး အလုပ်ရုံ ရှိပြီး၊ သခင်များ၏ နှစ်ပေါင်းများစွာ ဂဟေခေါင်းထုတ်လုပ်မှုတွင် ပါဝင်ဆောင်ရွက်လျှက်ရှိပါသည်။ကွဲပြားခြားနားသောပုံသဏ္ဍာန်အရ, ကွဲပြားခြားနားသောလိုအပ်ချက်များ, အမေရိကမှတင်သွင်းသောလူမီနီယံအလွိုင်းပစ္စည်းများကိုသုံးပြီး, လှပသောအသွင်အပြင်, တာရှည်ခံ, ဖောက်သည်ကောင်းစွာလက်ခံရရှိခဲ့သည်။
စာတိုက်အချိန်- စက်တင်ဘာ- ၀၆-၂၀၂၂