နောက်ဆုံးသတင်းတွင်၊ အရွယ်အစားကြီးမားသောအမြှေးပါး ultrasonic ပလပ်စတစ်ဂဟေဆက်ခြင်း၏ ဒီဇိုင်းနည်းလမ်းကို စမ်းသပ်မှုများဖြင့် အတည်ပြုခဲ့သည်။ပထမဦးစွာ၊ ရှုပ်ထွေးသောဖွဲ့စည်းပုံပါရှိသော slotted welding horn ၏ဒီဇိုင်းကိုရိုးရှင်းသောဂဟေဟွန်းယူနစ်၏ဒီဇိုင်းအဖြစ်သို့ပြောင်းလဲသွားစေရန်အတွက် strip welding horn ကို ယူနစ်များစွာသို့ ကျိုးကြောင်းဆီလျော်စွာ ပိုင်းခြားထားသည်။ထို့နောက် ပူးတွဲဒြပ်စင်အား ပူးတွဲပါရှိတုန်ခါမှုကို ထည့်သွင်းစဉ်းစားသည့် တူညီသည့်အပိုင်းရှိ လှိုင်းတစ်ဝက်လှိုင်းလုံးနှင့် နှိုင်းယှဉ်သည်။အဆစ်၏ ကြိမ်နှုန်းညီမျှခြင်းကို equivalent mechanical impedance သဘောတရားကို အသုံးပြု၍ ရရှိသည်။
နောက်ဆုံးတွင်၊ ဂဟေအဆစ်များ၏တုန်ခါမှုသွင်ပြင်လက္ခဏာများပေါ်ရှိ slot နံပါတ်၊ slot width နှင့် slot length တို့၏လွှမ်းမိုးမှုကိုညီမျှခြင်းကိုအသုံးပြု၍ လေ့လာခဲ့သည်။ဤနည်းလမ်းအရ၊ အရွယ်အစားကြီးမားသော အမြှေးပါးများကို အုပ်စုများစွာ ဒီဇိုင်းထုတ်ကာ စက်ဖြင့်ပြုလုပ်ထားသည်။စမ်းသပ်မှုရလဒ်များက ဂဟေဆော်ထားသောအဆစ်များ၏ ပဲ့တင်ထပ်သည့်ကြိမ်နှုန်း၏ တိုင်းတာမှုနှင့် သီအိုရီတန်ဖိုးများကို ကောင်းစွာသဘောတူကြောင်းပြသသည်။
အောက်ပါပုံတွင်ပြထားသည့်အတိုင်း။ဂဟေဟွန်း၏ အလျား၊ အနံနှင့် အထူတို့သည် L၊ B နှင့် T အသီးသီးဖြစ်သည်။ဇဝင်ရိုးကို transducer ၏ စိတ်လှုပ်ရှားမှု ဦးတည်ချက်အဖြစ် ယူဆပါ။အလုပ်လုပ်သောကြိမ်နှုန်းတွင်၊ စတုဂံဂဟေဆက်သည့်အဆစ်သည် Z ဦးတည်ချက်တွင် ပထမမှာယူသော longitudinal vibration ကိုထုတ်ပေးလိမ့်မည်။strip welding အဆစ်များအတွက် L≥2T, B နှင့် L ကို နှိုင်းယှဉ်နိုင်သည်၊ ထို့ကြောင့် X direction ရှိ ဂဟေအဆစ်များ၏ transverse vibration ကို လျစ်လျူရှုနိုင်ပါသည်။
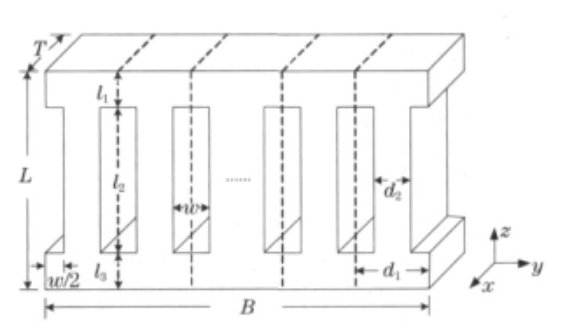
y ဦးတည်ရာသို့ ပြောင်းပြန်တုန်ခါမှုသည် longitudinal vibration တွင် သြဇာကြီးမားသောကြောင့်၊ ၎င်းကို များသောအားဖြင့် slotting ဖြင့် ပုံဖော်ထားသည်။ဂဟေဟွန်းကို Y ဦးတည်ချက်တွင် ညီညီညာညာဖွင့်ခြင်းဖြင့် (n+1) ယူနစ်များ ခွဲခြားထားသည်။slot တစ်ခုစီ၏ အကျယ်နှင့် အလျားသည် W နှင့် L2 အသီးသီးဖြစ်ပြီး အပေါက်များကို ဂဟေဟွန်း l1 နှင့် L3 ၏ အဝင်နှင့် အထွက်စွန်းများမှ ခွဲခြားထားသည်။ယူနစ်တစ်ခုစီသည် လုံးဝတန်းတူဖြစ်ရန် သေချာစေရန်၊ transverse welding horn ၏ အစွန်းနှစ်ဖက်တွင် အကျယ် W /2 ၏ grooves ကိုဖွင့်ရပါမည်။ထို့ကြောင့် ဂဟေမှိုယူနစ်တစ်ခုစီသည် စတုဂံအပိုင်းပါရှိသော ဒြပ်ပေါင်း trapezoidal ဦးချိုတစ်ခုဖြစ်သည်။ယူနစ်တစ်ခုစီ၏ အစွန်းနှစ်ဖက်နှင့် အလယ်တွင် အကျယ်သည် D1 နှင့် D2 ဖြစ်သည်ဟု ယူဆပါက၊ ၎င်းကို အထက်ပါပုံများမှ မြင်တွေ့နိုင်သည်- L= L1 + L2 + L3
ဒြပ်စင်များကြားတွင် တူညီသောပုံစံကြောင့်၊ ဂဟေဆက်၏ အထွက်ပမာဏသည် ပုံစံကို တုန်ခါစေမည်ဖြစ်ပြီး ပေါင်းစပ်လိုက်သောအခါတွင်၊ ultrasonic ဦးချိုသည်လည်း ဤပုံစံရှိလိမ့်မည်၊ ထို့ကြောင့် ultrasonic မှို၏ဒီဇိုင်းသည် မည်သည့်ဒီဇိုင်းနှင့်မဆို ရိုးရှင်းစေမည်ဖြစ်သည်။ ဒြပ်စင်။ထို့အပြင်၎င်းသည်အတော်လေးတူညီသည်။တုန်ခါမှုကို ထိထိရောက်ရောက် ဖိနှိပ်ရန်နှင့် ဂဟေဟွန်းသည် တင်းမာမှုရှိကြောင်း သေချာစေရန်အတွက်၊ ဂဟေဟွန်းယူနစ်၏ အကျယ်သည် ယေဘုယျအားဖြင့် တွင်ဖြစ်သည်။/8~!/ 4 (! ဂဟေဟွန်း၏ ပထမအစီအစဥ် အရှည်လိုက်တုန်ခါမှုမုဒ်၏ လှိုင်းအလျားဖြစ်သည်)၊ နှင့် အထိုင်၏ စံပြအကျယ်သည် အကြောင်းဖြစ်သည်။/25~!/20[7]၊ welding အဆစ်များ၏ grooving အရေအတွက်ကို အထက်ဖော်ပြပါ စံနှုန်းများအတိုင်း ဆုံးဖြတ်နိုင်ပါသည်။အဘယ်ကြောင့်ဆိုသော် ဂဟေဟွန်းယူနစ်၏ အကျယ်သည် ယေဘူယျအားဖြင့် မကျော်လွန်ပေ။PI /4၊ ထို့ကြောင့် ၎င်းကို one-dimensional theory ဖြင့် အနီးစပ်ဆုံး ခွဲခြမ်းစိတ်ဖြာနိုင်သည်။ယူနစ် 1 ရှိ မည်သည့် ဂဟေဆော်သည့် ယူနစ်မဆို ထောင့်မှန်စတုဂံ ဘားသုံးခု ပါ၀င်သည် ဟု မှတ်ယူနိုင်ပါသည်။
အလူမီနီယမ်အလွိုင်း 7075 (Young's modulus E=7.17*1010N/M2 သိပ်သည်းဆ ρ=2820kg/m3၊ Poisson ၏အချိုး V=0.34) ကို ဂဟေဟွန်းအတွက် ရွေးချယ်ထားသည်။မတူညီသော slot များ၏ နံပါတ် n၊ အလျား L2 နှင့် width W ကို တွက်ချက်ရန် ညီမျှခြင်း (1) ~ (3) နှင့် (6) ကို အသုံးပြုခဲ့သည်။ကန့်လန့်ဖြတ်ဂဟေဟွန်း၏ ပဲ့တင်ထပ်သော အရှည် L သည် အကျယ် B နှင့် ပြောင်းလဲသောအခါ၊ ကြိုးပြတ်ဂဟေဟွန်း၏ ပဲ့တင်ထပ်သော အရှည် L သည် အကျယ် B ဖြင့် ပြောင်းလဲသွားသည်။ ရိုးရှင်းမှုအတွက် တွက်ချက်ထားသော ပဲ့တင်ထပ်ကြိမ်နှုန်း f=20kHz၊ L1=L3 ဖြစ်သည်။အပေါက်အလျားနှင့် အကျယ်သည် အဆက်မပြတ်ဖြစ်နေသောအခါ၊ slot နံပါတ် ကွဲပြားသောအခါတွင် ဂဟေဆက်ဟွန်းအကျယ်နှင့် ပဲ့တင်ထပ်သောအလျားသည် ပြောင်းလဲသွားပါသည်။L2 = 60 မီလီမီတာ၊ W = 10 မီလီမီတာ။FIG မှာတွေ့နိုင်သလိုပါပဲ။2၊ ပုံတွင်ပြထားသည့် slotted ဂဟေဆက်ချိုများအတွက်။1၊ တစ်ဖက်မြင်သီအိုရီ (126 မီလီမီတာ) အရ တွက်ချက်ထားသော အပေါက်မပါသော ဂဟေဆက်ထားသော ဟွန်းထက် သေးငယ်ပြီး ဂဟေဟွန်း၏ ပဲ့တင်ထပ်သော အရှည်သည် ဂဟေဟွန်း၏ အကျယ်ကို တိုးလာသည်နှင့်အမျှ တိုးလာသော်လည်း၊ တဖြည်းဖြည်း တိုးလာတယ်။ထို့အပြင်၊ ပဲ့တင်ထပ်သောကြိမ်နှုန်းနှင့် weld width သည် စဉ်ဆက်မပြတ်ဖြစ်နေသောအခါ slot အရေအတွက်တိုးလာသည်နှင့်အမျှ weld ၏ resonant length လျော့နည်းသွားသည်။
ထို့အပြင်၊ မတူညီသောအထူရှိသော ဂဟေဆက်ထားသော အဆစ်သုံးခုကို အလူမီနီယမ်အလွိုင်း 7075 (အထက်ပါပစ္စည်းအတိုင်း) ဖြင့် ထုလုပ်ထားပါသည်။ဤဂဟေဆက်ထားသော အဆစ်သုံးခု၏ အထူ T နှင့် တိုင်းတာသော ဟာမိုနီတုန်ခါမှုကြိမ်နှုန်း FM ကို ပေးထားသည်။ဂဟေဟွန်းအထူသည် လှိုင်းအလျား၏လေးပုံတစ်ပုံထက်နည်းသောအခါ (ဤနေရာတွင် 63 မီလီမီတာ)၊ တိုင်းတာထားသောကြိမ်နှုန်းနှင့် ဒီဇိုင်းကြိမ်နှုန်းကြားတွင် သွေဖည်မှုမှာ အင်ဂျင်နီယာအသုံးချမှုလိုအပ်ချက်များနှင့်ပြည့်မီနိုင်သည့် 2% ထက်နည်းသည်။
ရှည်လျားသော ချွတ် ultrasonic ပလပ်စတစ် ဂဟေအဆစ်ကို အညီအမျှ ဒြပ်စင်များစွာအဖြစ် ကျိုးကြောင်းဆီလျော်စွာ ပိုင်းခြားထားပြီး အဆစ်ဒြပ်စင်၏ ကြိမ်နှုန်းညီမျှခြင်းကို လွှဲပြောင်းမက်ထရစ်နည်းလမ်းဖြင့် နုတ်ယူခဲ့သည်။အပေါက်၏ အကျယ်နှင့် ပမာဏနှင့် အရွယ်အစားကို သိရှိပါက၊ ကြိုးပြားအဆစ်ကို အဆင်ပြေစွာ ဒီဇိုင်းထုတ်ရန် ညီမျှခြင်းကို အသုံးပြုနိုင်ပြီး၊ ထို့ကြောင့် strip joint ၏ ဒီဇိုင်းအတွက် သီအိုရီအခြေခံကို ပံ့ပိုးပေးပါသည်။ဤစာတမ်းသည် ဥပမာများအားဖြင့် ဂဟေအဆစ်အရွယ်အစားရှိ slot နံပါတ်၊ slot width နှင့် slot length တို့၏လွှမ်းမိုးမှုကိုလည်း ပိုင်းခြားစိတ်ဖြာပါသည်။ဤနည်းလမ်းသည် welding joint ၏ optimization design ပေါ်တွင် အချို့သော သြဇာလွှမ်းမိုးမှုလည်း ရှိသည်ကို တွေ့မြင်နိုင်သည်။

ခွဲခြမ်းဂဟေဆော်ပြီးနောက် ဟွန်းတုန်ခါမှုခွဲခြမ်းစိတ်ဖြာခြင်း၊ ဂဟေဟွန်းကို အဆုံးယူနစ်ကိုယ်ထည်နှင့် အလယ်ယူနစ်ဆဲလ်အဖြစ် ပိုင်းခြားနိုင်သည်၊ ထင်ရှားသော elasticity method နှင့် transmission line ၏အကျိုးသက်ရောက်မှုနည်းလမ်းတို့ကို အသုံးပြု၍ မတူညီသောယူနစ်လေးခု၏ အလျားကို အသီးသီးပေးသည် ။ မြင့်မားသောကြိမ်နှုန်းညီမျှခြင်း၏ဦးတည်ချက်၊ ကြိမ်နှုန်းညီမျှခြင်းကို ရှည်လျားသောဘားဂဟေဆက်ခြင်းဟွန်းကို ဒီဇိုင်းထုတ်ရန်အသုံးပြုနိုင်သော်လည်း ဒီဇိုင်းလုပ်ငန်းစဉ်သည် ရှုပ်ထွေးသည်၊ အချို့သောကန့်သတ်ချက်များရွေးချယ်မှုသည် အတွေ့အကြုံပေါ်တွင်မူတည်ပြီး အင်ဂျင်နီယာအသုံးချမှုအတွက် အဆင်မပြေပါ။ဤစာတမ်းတွင်၊ strip welding joint ကို ကျိုးကြောင်းဆီလျော်စွာ slotting ဖြင့် တူညီသောဒြပ်စင်များစွာအဖြစ် ပိုင်းခြားထားပြီး strip welding joint element ၏ frequency equency ကို transfer matrix method ဖြင့် ရယူပြီး၊ strip welding joint ၏ ဒီဇိုင်းအတွက် သီအိုရီအခြေခံကို ပံ့ပိုးပေးပါသည်။ဒီဇိုင်းသည် ရိုးရှင်းသော သီအိုရီ တွက်ချက်မှုနှင့် သိသာထင်ရှားသော ရုပ်ပိုင်းဆိုင်ရာ အဓိပ္ပာယ်များ ပါရှိပြီး၊ ၎င်းသည် ရိုးရှင်းပြီး လွယ်ကူသော အင်ဂျင်နီယာ ဒီဇိုင်းအတွက် ရိုးရှင်းသော နည်းလမ်းကို ပေးဆောင်သည်။
ဂဟေပူးတွဲ။

စာတိုက်အချိန်- မတ်လ 17-2022